
Why should you perform a process simulation?
Mass finishing processes can be used to smooth a large variety of complex workpieces and to round their edges. Guided processes, in which the workpiece is positioned in a defined way in the media, pose particular challenges. These include drag finishing and stream finishing.
For these processes, depending on the geometry, a position of the workpiece must be found that allows machining to be carried out according to the target specifications. It is often necessary to achieve the most homogeneous smoothing possible on the workpiece or to round various edges on the workpiece to a defined radius.
Today, process design to achieve these targets is often based on experience and established process strategies. Particularly in the case of complex geometries such as gears or non-rotationally symmetrical bodies, such as metallic 3D printed components, process design is challenging and cannot always be performed in the classical way.
In these cases, a process simulation allows to determine the best possible position(s).
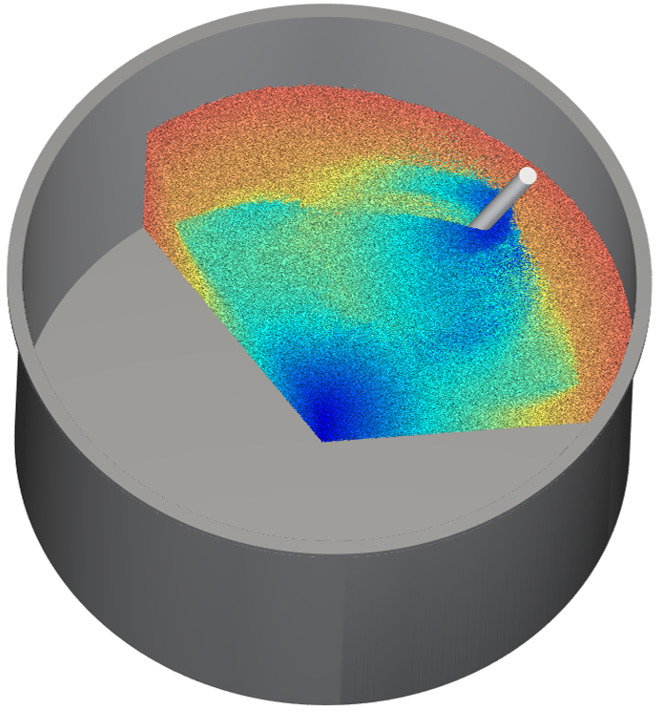
Process simulation with approx. 4 million particles,
calculated overnight
What are the benefits?
In contrast to classical process design, process simulation offers the following advantages:
- no machining of real workpieces
- no consumption of material
- no manufacturing effort in preliminary processes
- build-up of process knowledge with each further simulation
- independent of scheduling limitiations
The simulation can completely eliminate the cost of materials for test workpieces, significantly reduce the amount of manpower and energy required, and reduce the time required for process design by up to 90%.
In contrast to “real” experiments, no additional measurements have to be made during process design, e.g. with regard to the homogeneity of the smoothing on the workpiece. It can be evaluated directly by the simulation how the machining result turns out.
Furthermore, the realization of “digital” experiments offers the decisive advantage that with each simulation the flow condition around the entire workpiece is calculated and can thus also be analyzed. The necessary iterations to find the best possible orientation of the workpiece are thus reduced to a minimum.
What is the simulation capable of?
The process simulation provides insights into the flow around the workpiece in order to identify, among other things, stagnation points and flow separation.
Thus, for example, the characteristics of stagnation points can be determined by observing the flow velocity. It is possible to visualize these and to evaluate the effects of the workpiece geometry to the flow.
This can be done in a large area around the workpiece, as shown here, for example to identify the effects of the holder on machining and adapt it if necessary, or…

View of the flow around the gear
Grinding speed and grinding pressure
upstream of the tooth space
… limited to a local area on the workpiece. For example, the inflow behavior into the tooth space can be analyzed.
Since the machining of workpieces also depends on the distribution and magnitude of the grinding pressure and the grinding speed, in addition to the way the flow interacts with the workpiece, a case-dependent consideration of these variables is required.
As shown in this example, there is a clear reduction in the grinding speed in front of the gear, due to the blue area in front of the workpiece. There is a stagnation point which in turn leads to a higher grinding pressure in the flow.
Based on such findings, the orientation of the workpiece can be adjusted to achieve a flow-optimized condition. In this case, a stronger inclination of the workpiece to the flow would be necessary.
As a consequence, the adjustment of the orientation leads to a faster and perhabs more homogeneous smoothing.
In addition to fluid dynamics analyses, local evaluations of pressures, velocities or even contact times on the workpiece surface are also possible.
These are particularly relevant if a more advanced optimization has to be carried out, in which the grinding behavior of the media with the material of the workpiece is considered.
Thus, high pressures or velocities do not necessarily lead to rapid smoothing or rounding of edges, but the relationship between these flow variables is relevant.
This example of gear machining shows that although there is sufficient pressure at the base of the gear, but the speeds at this point are very low with the chosen positioning of the workpiece. Depending on the type of media, this can result in an excessively long process time for smoothing, which could be avoided.
Conclusion
Process simulation of mass finishing thus allows extensive analyses to be carried out, which make it possible to understand the machining process faster and more comprehensively in comparison to what was previously possible with classical process design. In addition to what is shown here, countless other possibilities exist with process simulation.
Do you have any questions?
Please contact us via the contact form or E-Mail.
